3. ПРОТОЧНЫЕ ЭЛЕКТРОХИМИЧЕСКИЕ МОДУЛЬНЫЕ ЭЛЕМЕНТЫ ПЭМ, РЕАКТОРЫ РПЭ И ЭЛЕКТРОХИМИЧЕСКИЕ УСТАНОВКИ
Для практической реализации любого электрохимического процесса необходима оптимальная техническая электрохимическая система. Обычной в прикладной электрохимии практикой конструирования технических электрохимических систем (гальванических ванн, электролизеров, электродиализаторов, установок для электрохимической размерной обработки металлов и др.) является следующая последовательность основных этапов: лабораторный эксперимент - технология процесса - промышленная техническая электрохимическая система. Иными словами, техническая электрохимическая система, как правило, создается для реализации конкретного технологического процесса, который включает в себя технологические операции подготовки исходных компонентов (воды, химических реагентов, растворов определенной концентрации), принципиальную схему электрохимического реактора, основные параметры его работы (производительность по конечным продуктам, рекомендуемые материалы электродов, диафрагмы, способы подвода и удаления продуктов реакций, плотность тока и т.п.).
Промышленный экономически эффективный технологический процесс в прикладной электрохимии характеризуется весьма узкими допустимыми диапазонами варьирования параметров - температуры, концентрации электролитов, объемного расхода растворов, плотности тока и других - и за пределами разрешенных интервалов этих параметров обычно превращается в невыгодный или просто не может быть осуществлен. Этим объясняется наличие в патентной литературе огромного множества разнообразных конструкций электрохимических реакторов. Разнообразие конструкций технических электрохимических систем даже при их одинаковом назначении обусловлено стремлением конструкторов использовать особенности конкретного технологического процесса (различия в производительности, химическом составе воды, материале электродов и пр.) для повышения эффективности технической системы.
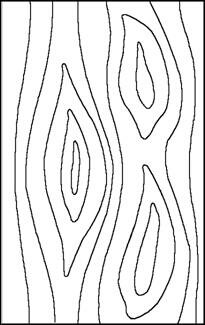
Таким же путем вначале развивалось и конструирование в области электрохимической активации. За период с 1973 по 1988 годы было создано, изготовлено и испытано более 100 различных типов промышленных технических электрохимических систем. Ссылки на наиболее интересные из них приведены в специальном разделе перечня источников информации. В ранних конструкциях отчетливо прослеживается стандартный подход к созданию электрохимических реакторов: стремление достичь возможно большей поверхности электродов (используется пакет плоскопараллельных электродов большой единичной площади), возможно меньшего межэлектродного расстояния (применяются диэлектрические вставки или сепараторы толщиной от 1 до 3 мм), возможно лучшего перемешивания воды в электродных камерах за счет завихрителей потока, возможно меньшего напряжения на электродах и возможно большей плотности (силы) тока. Были изготовлены и исследованы электрохимические реакторы с гладкими, перфорированными и сетчатыми плоскими электродами, с диафрагмой из хлориновой и бельтинговой ткани, из мипора и мипласта, с вращающимся одним и двумя электродами и очень малым зазором между электродом и диафрагмой (до 2 мм при диаметре вращающегося дискового электрода 300 мм), с камерами вспомогательного электролита, с цилиндрическими коаксиальными электродами больших размеров (соответственно до 600 мм в диаметре и до 1500 мм в длину) с асбоцементной диафрагмой, с трубчатой алундовой диафрагмой, с анодами из ферросилита, графита, графита с покрытием диоксидом марганца и многие другие. Производительность промышленных установок для униполярной электрохимической обработки воды и водных растворов составляла от 1 до 25 куб. метров в час. Опыт показал, что электрохимические реакторы с плоскопараллельными электродами принципиально непригодны для использования в процессах электрохимической обработки воды или растворов, минерализация которых меньше 10 г/л. Одной из многих причин этого является возникновение «пятнистой» электропроводности межэлектродной среды. Это ранее неизвестное явление связано с образованием застойных зон и зон замедленного протока с увеличенной концентрацией продуктов электрохимических реакций, что приводит к перераспределению плотности тока по поверхности электродов и значительно ухудшает технические параметры электрохимического реактора. На рис.3.1 показано поле температур электрода диафрагменного электрохимического реактора, повторяющее форму зон «пятнистой электропроводности» в пространстве между плоскими электродами (замкнутые линии - изотермы застойных зон). Явление «пятнистой электропроводности» имеет место не только в реакторах с плоскими электродами, но также и с коаксиальными при неоптимальном соотношении диаметров электродов и величины МЭР. Опыт также показал, что электрохимические системы для получения активированной воды, так же, как и известные промышленные электрохимические системы, могут удовлетворительно работать только в конкретном технологическом процессе и только в тех условиях, которые были заложены при их проектировании, причем даже сравнительно небольшие изменения минерализации исходной воды, схемы подачи готовых растворов, гидравлической схемы подключения, и других условий эксплуатации приводят к существенной потере эффективности технологического процесса в целом.
Рис. 3.1. Распределение изотерм по поверхности плоского электрода диафрагменного электролизера
Неоднократно предпринимавшиеся в 1978 - 1988 гг. попытки профессионалов в области конструирования электролизеров большой мощности создать промышленные диафрагменные электрохимические реакторы для электрообработки воды и разбавленных водно-солевых растворов не увенчались успехом, поскольку в мире отсутствовал опыт проектирования систем подобного типа, а известные знания по проектированию диафрагменных электролизеров для электрохимической промышленности оказались малополезными, так как относились к другим объектам воздействия (концентрированным растворам) и к иным задачам электрохимического процесса (получение конечных товарных продуктов электролиза при минимально возможных затратах электроэнергии).
Накопленный опыт показал, что проектирование и изготовление технических систем для электрохимической активации воды и разбавленных водных растворов является новой областью прикладной электрохимии, которая для своего успешного развития нуждается в специалистах, владеющих научными основами проектирования и конструирования ЭХА систем.
С 1985 года, когда противоречия в системе конструировании реакторов для электрохимической активации стали серьезным препятствием к широкому применению множества разработанных ЭХА-технологий, В.М.Бахир и Ю.Г.Задорожний продолжили работу по созданию электрохимических систем в рамках разработанной ими принципиально новой концепции, прямо противоположной традиционному подходу.
Сущность концепции заключалась в необходимости создания универсальной технической электрохимической системы, пригодной для реализации разнообразных новых и традиционных электрохимических процессов и технологий с одинаково высокой эффективностью.
В 1989 году ими был создан первый проточный электрохимический модульный элемент, получивший сокращенное название «элемент ПЭМ».
Первая модель элемента ПЭМ, известная как ПЭМ-1, позволила установить перспективность выбранного направления конструирования и выявить недостатки данной технической системы. Во второй модели элемента ПЭМ, известной как ПЭМ-2 были устранены многие недостатки элемента ПЭМ-1. С помощью элементов ПЭМ-2 были отработаны основные принципы создания реакторов проточных электрохимических (реакторов РПЭ) и намечены основные пути создания электрохимической техники нового типа.
Наконец, в 1994 году был создан элемент ПЭМ-3 - первое законченное стандартное промышленное изделие, в котором устранены недостатки предшествующих опытных моделей (элементов ПЭМ-1 и ПЭМ-2). За период с 1994 по 1998 годы Лабораторией Электротехнологии (ООО «ЛЭТ») было произведено более 300 000 тысяч элементов ПЭМ-3, которые используются в различных электрохимических устройствах - преимущественно в установках СТЭЛ, ИЗУМРУД и АКВАХЛОР.
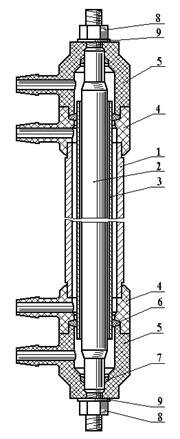
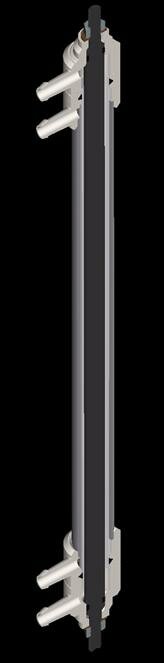
Рис. 3.2. Проточный электрохимический модульный элемент ПЭМ-3.
Элемент ПЭМ-3, изображенный на рис. 3.2, представляет собой миниатюрный диафрагменный электролизер с вертикально установленными цилиндрическими электродами: трубчатым катодом 1 и стержневым анодом 2, между которыми размещена тонкостенная трубчатая пористая керамическая диафрагма 3, разделяющая межэлектродное пространство на две электродные камеры - анодную и катодную. Электроды 1, 2 и диафрагма 3 закреплены взаимно неподвижно, герметично и строго коаксиально при помощи втулок 4 (катодных) и 5 (анодных) из диэлектрического материала и эластичных уплотнительных колец 6 и 7. Кольца 6 герметизируют зазор между электродными камерами в местах коаксиального фиксирования диафрагмы в катодных втулках 4 и одновременно герметизируют разъемы между внутренними и наружными втулками. Кольца 7 герметизируют внутренний электрод в анодных втулках, с помощью которых обеспечивается его коаксиальная установка. Все уплотнения в элементе ПЭМ-3 герметизируются при стягивании электродов, диафрагмы, анодных и катодных втулок при помощи гаек 8 с шайбами 9 на резьбовых (концевых) частях анода. Каждая втулка снабжена штуцером для гидравлического сообщения с соответствующей электродной камерой: через штуцеры на анодных втулках обеспечивается проток раствора или воды через анодную камеру, проток через катодную камеру обеспечивается через штуцеры на катодных втулках. Входные штуцеры электродных камер находятся в нижней части вертикально установленного элемента ПЭМ-3, выходные - в верхней его части. Межэлектродное расстояние (МЭР) в элементе ПЭМ-3 равно 3 мм. Диаметр рабочей части внутреннего электрода элемента ПЭМ-3 равен 8 мм. Соответственно диаметр внутренней (рабочей) поверхности внешнего электрода ПЭМ-3 составляет 14 мм. Оптимальные размеры электродов и диафрагмы элемента ПЭМ-3 выбраны исходя из условия обеспечения физического контакта возможно большего количества молекул обрабатываемого раствора или воды с поверхностью электродов в процессе электрохимической обработки.
Серийно производятся элементы ПЭМ-3 трех моделей соответственно типам устройств, в которых они применяются. Элементы ПЭМ-3 (мод. 01) применяются в установках для синтеза электрохимически активированных стерилизующих, дезинфицирующих и моющих растворов СТЭЛ, элементы ПЭМ-3 (мод. 02) - в установках для синтеза газообразной активированной смеси оксидантов типа АКВАХЛОР, и, наконец, элементы ПЭМ-3 (мод. 03) - в установках для очистки питьевой воды типа ИЗУМРУД. Некоторые технические характеристики элементов ПЭМ различных моделей показаны в таблице 3.1.
Таблица 3.1.
Технические характеристики элементов ПЭМ-3 различных моделей
Параметры элемента ПЭМ-3
ПЭМ-3, мод.01
ПЭМ-3, мод.02
ПЭМ-3, мод.03
Объемный расход растворов или воды через электродную камеру (анодную или катодную), л/ч
5 - 40
5 - 30
5 - 150
Минерализация водного раствора в электродных камерах, г/л
0,5 - 50
50 - 300
0,05 - 5,0
Потребляемая электрическая мощность, Вт
50 - 100
30 - 40
20 - 30
Напряжение, В
6 - 15
2 - 5
15 - 70
Сила тока, А
5 - 8
5 - 8
0,5 - 1,5
Производительность по оксидантам, г/ч
до 10
до 12
до 3
Максимальный допустимый перепад давления на диафрагме, кгс/см2
0,7
1,5
0,5
Гарантийный срок непрерывной работы, тыс. час.
15
20
40
К техническим преимуществам элемента ПЭМ-3 перед другими известными диафрагменными электрохимическими реакторами относятся небольшие габариты (? 22 ? 280 мм), малый вес (менее 150 грамм), высокая производительность по конечным продуктам (газообразным оксидантам, раствору оксидантов - анолиту, раствору со свободными гидроксильными группами - католиту, воде с оксидантами). Конструкционные материалы элемента ПЭМ-3 (титановый катод, титановый анод с покрытием из оксидов редких металлов, оксидно-циркониевая керамическая диафрагма, полипропиленовые или поливинилхлоридные фиксирующие и герметизирующие коллекторные втулки и головки, уплотнения из кислотощелочестойкой резины) обеспечивают высокую механическую прочность и химическую стойкость при длительной непрерывной работе элемента ПЭМ-3 в устройствах СТЭЛ, АКВАХЛОР и ИЗУМРУД, соответственно 15, 20 и 40 тысяч часов. Керамическая диафрагма элемента ПЭМ-3 нечувствительна к загрязнениям воды и растворов, представленным ионами тяжелых металлов, нефтепродуктами, взвешенными коллоидными частицами. Обладая низкой протекаемостью, диафрагма обеспечивает надежное разобщение электродных камер при минимальном электрическом сопротивлении, способна неограниченно длительное время работать при постоянных или импульсных перепадах давления любого знака (внутреннее или наружное) в среднем до 0,6 кгс/см2, допускает очистку растворами кислот, щелочей или моющих средств без разборки элемента ПЭМ-3. Единственной изнашивающейся частью элемента ПЭМ-3 является анодное покрытие, в связи с чем элемент ПЭМ-3 после выработки указанного выше гарантированного ресурса времени (либо при наличии объективных причин прекращения электрохимической активности анодного покрытия) подлежит разборке, в ходе которой производится замена анода (без замены диафрагмы).
К технологическим преимуществам элемента ПЭМ-3 перед известными конструкциями диафрагменных электрохимических реакторов относится уникальное соотношение размеров и формы электродных камер (кольцевые зазоры между электродами и диафрагмой, шириной порядка 1,2 мм, диаметрами приблизительно от 8 до 10,4 (анодная камера) и от 11,6 до 14 мм (катодная камера) и длиной около 200 мм), которое позволяет обеспечить интенсивный массоперенос в ходе электрохимических реакций, значительно усиливающийся при определенных режимах электрохимического воздействия за счет индуцированной в радиальном электрическом поле самоорганизующейся структуры потоков воды или растворов в электродных камерах. При этом обеспечивается контакт максимально возможного количества микрообъемов обрабатываемых растворов с поверхностью электродов, т.е. происходит эффективная физико-химическая модификация всего объема жидкости в области двойного электрического слоя (ДЭС) электрода, где напряженность электрического поля достигает нескольких сотен тысяч вольт на сантиметр.
Эффект самоорганизации межэлектродной среды в элементах ПЭМ-3 позволяет с высокой эффективностью осуществлять электрохимическую обработку как концентрированных, так и разбавленных водных растворов электролитов, включая питьевую водопроводную воду, а также деионизованную (дистиллированную) воду. Сочетание всех размеров и конструкционных материалов в элементе ПЭМ-3 соответствует идеальной элементарной электрохимической ячейке, т.е. обеспечивает наилучшие принципиально достижимые параметры практически любого электрохимического процесса.
Поверхность диафрагмы обладает способностью сорбировать высокозаряженные метастабильные частицы, поступающие от электродов (рис. 3.3). Они почти не проникают вглубь, так как энергия взаимодействия с гидрофильной поверхностью материала диафрагмы выше энергии активации электромиграционного переноса, и потому не подвергаются взаимной нейтрализации. В связи с этим элемент ПЭМ-3 можно использовать как электрохимический реактор с ионселективной диафрагмой, обеспечивая избирательный перенос ионов через диафрагму путем регулирования градиента давления на диафрагме. При этом величина и направление переноса определяется силой (плотностью) тока, напряжением на электродах и минерализацией водных растворов по обе стороны диафрагмы.
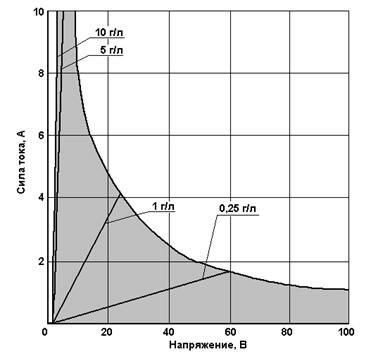
Вольт-амперные характеристики элемента ПЭМ-3 (мод.01) показаны на рис.3.4. На эффективность работы, технические и электрохимические характеристики элемента ПЭМ-3 оказывают влияние следующие основные факторы.
Рис. 3.3. Градиент потенциала в межэлектродном пространстве электрохимического реактора.
a b e f k l - без диафрагмы; a b c h k l - с электрохимически неактивной диафрагмой; a b e d q f k l - с электрохимически активной диафрагмой (в элементе ПЭМ-3) ; 0 - m - ширина анодной камеры; m-n - толщина диафрагмы; n - l - ширина катодной камеры
Материал анода (степень чистоты титана) и технологии подготовки поверхности анода перед нанесением покрытия
Материалы и технологии нанесения анодного покрытия, обеспечивающие заданные физико-химические, в том числе электрохимические, электрокаталитические и электросорбционные характеристики электродной поверхности при условии идентичности указанных свойств в любой точке поверхности электрода.
Материалы и технологии нанесения анодного покрытия, обеспечивающие заданные физико-химические, в том числе электрохимические, электрокаталитические и электросорбционные характеристики электродной поверхности при условии равномерного изменения указанных свойств по длине электрода, что необходимо для оптимизации процесса электрохимической обработки по мере продвижения жидкости с изменяющимися во время протока в электродной камере физико-химическими свойствами.
Материал катода (степень чистоты титана) и технологии подготовки поверхности катода перед физико-химической модификацией поверхности или перед нанесением покрытия
Материалы и технологии нанесения катодного покрытия, обеспечивающие заданные физико-химические, в том числе электрохимические, электрокаталитические и электросорбционные характеристики электродной поверхности при условии идентичности указанных свойств в любой точке поверхности электрода.
Материалы и технологии нанесения катодного покрытия, обеспечивающие заданные физико-химические, в том числе электрохимические, электрокаталитические и электросорбционные характеристики электродной поверхности при условии равномерного изменения указанных свойств по длине электрода, что необходимо для оптимизации процесса электрохимической обработки по мере продвижения жидкости с изменяющимися во время протока в электродной камере физико-химическими свойствами.
Химический состав керамической диафрагмы и технологии изготовления, обеспечивающие получение керамики с заданной величиной электрического удельного сопротивления, а также с заданными гидродинамическими, электрокаталитическими, электросорбционными, электроосмотическими и геометрическими характеристиками при условии идентичности указанных свойств в любой точке поверхности диафрагмы.
Химический состав керамической диафрагмы и технологии изготовления, обеспечивающие получение керамики с заданной величиной электрического удельного сопротивления, а также с заданными гидродинамическими, электрокаталитическими, электросорбционными, электроосмотическими и геометрическими характеристиками при условии равномерного изменения указанных свойств по длине диафрагмы, что необходимо для оптимизации процесса электрохимической обработки по мере продвижения жидкости с изменяющимися во время протока в электродной камере физико-химическими свойствами.
Применение специальной технологии изготовления электродов для регулирования процесса образования свободных радикалов.
Применение специальной технологии изготовления электродов для регулирования величины образующихся газовых пузырьков.
В таблице 3.2 показаны отличия между элементами ПЭМ-1, ПЭМ-2 и ПЭМ-3, которые показывают преимущества элемента ПЭМ-3 как серийного стандартного изделия универсального назначения для различных типов электрохимических систем.
Таблица 3.2
Основные технические и технологические отличия элементов ПЭМ
Технические и технологические
характеристики
ПЭМ-1
ПЭМ-2
ПЭМ-3
Масса элемента ПЭМ, г
220
200
130
Количество уплотнительных колец, шт.
10
10
4
Количество втулок, шт.
2
2
2
Количество головок, шт.
0
0
2
Количество коллекторов, шт.
2
2
0
Сложность сборки элемента ПЭМ
высокая
средняя
низкая
Сложность сборки реакторов типа РПЭ-Л
средняя
средняя
низкая
Компактность реактора РПЭ-Л
удовл.
удовл.
хорошая
Сложность сборки реакторов типа РПЭ-М
высокая
средняя
низкая
Компактность реакторов типа РПЭ-М
неудовл.
неудовл.
хорошая
Сложность сборки реакторов типа РПЭ-Ф
высокая
высокая
низкая
Компактность реакторов типа РПЭ-Ф
неудовл.
неудовл.
хорошая
Возможность сборки реакторов типа РПЭ-С
нет
нет
есть
Возможность изменения взаиморасположения входных и выходных штуцеров поворотом головок и (или) втулок вокруг оси
нет
нет
есть
Вероятность повреждения диафрагмы при разборке элемента ПЭМ
высокая
средняя
низкая
Возможность замены внутреннего электрода без извлечения диафрагмы
нет
нет
есть
Опасность электрохимической эрозии анода в зоне ввода (отвода) жидкости в электродную камеру наружного электрода
высокая
средняя
нет
Опасность индуцированной поляризации внешней поверхности наружного электрода
высокая
средняя
нет
Вероятность уменьшения концентрации гетерофазных структур-носителей активных заряженных частиц в зонах резкого изменения конфигурации силовых линий электрического поля (в выходных отверстиях внешнего электрода)
высокая
средняя
нет
Точность коаксиальной установки диафрагмы в межэлектродном пространстве
низкая
низкая
высокая
Гарантия герметичности разобщения электродных камер диафрагмой при сборке
нет
нет
есть
Возможность самопроизвольного смещения диафрагмы в результате деформации уплотнительных колец под влиянием факторов электрохимического процесса
есть
есть
нет
Вероятность деформации, охрупчивания и уменьшения электрокаталитической активности катода в результате наводораживания
высокая
высокая
нет
Наличие критических зон блокирования конвективного протока жидкости в камере внешнего электрода (три фазы «пузырьки газа-заряженный металл-жидкость» в узких зазорах у входа и выхода)
есть
есть
нет
Теплообмен с окружающей средой
хороший
хороший
отличный
Примечание: * - изготовление внешнего электрода составным обеспечивает экономию металла, т.е. уменьшает массу элемента ПЭМ-2, но приводит к значительному ухудшению электрохимических характеристик электродной поверхности.
Каждый элемент ПЭМ-3 представляет собой отдельный электрохимический реактор и может использоваться как самостоятельно, так и вместе с другими элементами ПЭМ-3, объединенными в проточный электрохимический реактор РПЭ, основное назначение которого - повышение производительности электрохимической системы.
Рис. 3.4. Область допустимых значений силы тока и напряжения для элемента ПЭМ-3 при работе на хлоридных растворах различной концентрации
В большинстве случаев сборка реакторов РПЭ из элементов ПЭМ-3 осуществляется путем гидравлически параллельного их соединения с помощью коллекторов, однако существуют и более сложные схемы гидравлического соединения элементов ПЭМ-3 в реакторах РПЭ. Существует несколько типов реакторов РПЭ. Наиболее простым идеологически, но в то же время трудоемким в изготовлении, является реактор РПЭ-Л, который разработан для элементов ПЭМ-1 и ПЭМ-2.
Реактор РПЭ-Л представляет собой две коллекторные пластины (нижняя - входные коллекторы, верхняя - выходные) из диэлектрического материала с выполненными внутри каналами для протока жидкости и отверстиями на боковых стенках, которые сообщаются с электродными камерами элементов ПЭМ-1 или ПЭМ-2, закрепленных на коллекторных пластинах при помощи плоских коллекторных головок с кольцевыми эластичными уплотнениями каждого отверстия. Недостатком реакторов РПЭ-Л является сложность организации равномерного протока жидкости через каждый из элементов ПЭМ. В настоящее время реакторы типа РПЭ-Л не производятся.
Более совершенной является конструкция реакторов РПЭ-М. В реакторах РПЭ-М коллекторы обеспечивают радиальное подключение элементов ПЭМ-3 с подачей и отводом растворов или воды из общего центра. Реакторы РПЭ-М позволяют обеспечить равномерное распределение жидкости между элементами ПЭМ-3 при максимальном количестве элементов ПЭМ-3 в одном реакторе, равном 20. Они выпускаются с четырьмя, восемью, двенадцатью, шестнадцатью и двадцатью элементами ПЭМ-3. При необходимости увеличения производительности единичного блока элементов ПЭМ-3 используются реакторы типа РПЭ-Ф (от 20 до 80 элементов ПЭМ-3) и РПЭ-С (от 4 до 100 элементов ПЭМ-3). Реакторы РПЭ-Ф имеют повышенную устойчивость к вибрациям и тряске, поэтому применяются преимущественно в передвижных электрохимических установках. Реакторы РПЭ-С обладают наилучшими гидравлическими характеристиками и высокой технологичностью при сборке.
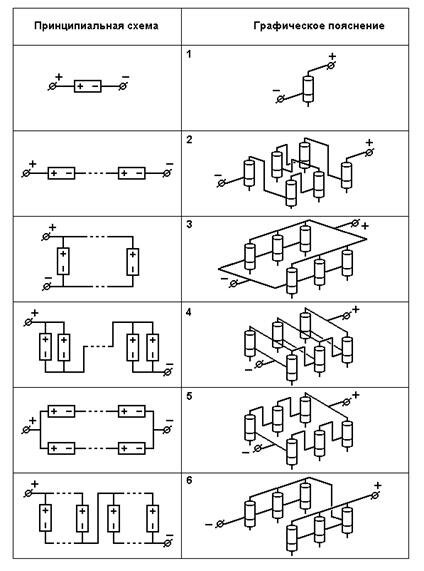
Электрическое соединение элементов ПЭМ-3 в реакторах РПЭ может быть последовательным, параллельным или последовательно-параллельным (смешанным), что определяется конкретной технологической схемой использования установки для электрохимической активации воды или растворов (рис.3.5).
Рис. 3.5. Возможные электрические соединения элементов ПЭМ-3
При объединении нескольких элементов ПЭМ-3 в реактор РПЭ технические и технологические преимущества такой электрохимической системы проявляются в гибкости ее адаптации для работы с растворами различной минерализации, что производится посредством изменения электрической схемы подключения элементов ПЭМ-3 к источнику питания. При высокой минерализации (низком удельном электрическом сопротивлении исходных растворов) элементы ПЭМ-3 в реакторе РПЭ могут быть соединены электрически последовательно, т.е. таким образом образуется проточный электрохимический реактор с биполярным включением электродов, который обладает намного более широкими возможностями, чем традиционный электрохимический реактор с биполярным включением электродов. В отличие от традиционной схемы биполярного электрода, где одна сторона промежуточного электрода, обращенная к активному катоду, является анодом, а другая сторона этого же электрода, обращенная к активному аноду - катодом, и где электрическая цепь между анодной и катодной поверхностями промежуточного электрода представляет собой материал этого электрода, обладающий электронной проводимостью, в биполярном электрохимическом реакторе из элементов ПЭМ роль промежуточного электрода (промежуточных электродов) выполняют пары разнополярных электродов двух различных элементов ПЭМ, соединенных внешним проводником электрического тока. Таким образом, один и тот же реактор, например, РПЭ-20С из двадцати гидравлически параллельно соединенных элементов ПЭМ-3, при последовательном электрическом соединении элементов ПЭМ-3 образует биполярный диафрагменный электрохимический реактор (не известный ранее в прикладной электрохимии), в котором два электрода - анод и катод крайних элементов ПЭМ-3 являются активными (они электрически соединены с источником постоянного тока), а остальные 18 электродов образуют девять пар, каждая из которых представляет один биполярный электрод. При необходимости обработки маломинерализованных растворов или питьевой воды с высоким удельным сопротивлением элементы ПЭМ-3 в этом же реакторе РПЭ-20С можно соединить электрически параллельно, что эквивалентно соответствующему увеличению поверхности электродов в реакторе с прямым подводом тока к электродам. Гибкость данной схемы электрических соединений элементов ПЭМ-3 в реакторах РПЭ состоит в возможности мгновенного изменения электрической схемы реактора в зависимости от минерализации исходного раствора посредством простого переключения.
Использование стандартных по размерам, форме, электрохимическим характеристикам элементов в реакторах РПЭ большой единичной мощности (производительности) позволяет легко автоматизировать электрохимический процесс, обеспечить стандартные и легко прогнозируемые условия электрохимического преобразования любых необходимых объемов раствора вне зависимости от местных условий их получения и приготовления, специальных систем для их очистки и кондиционирования.
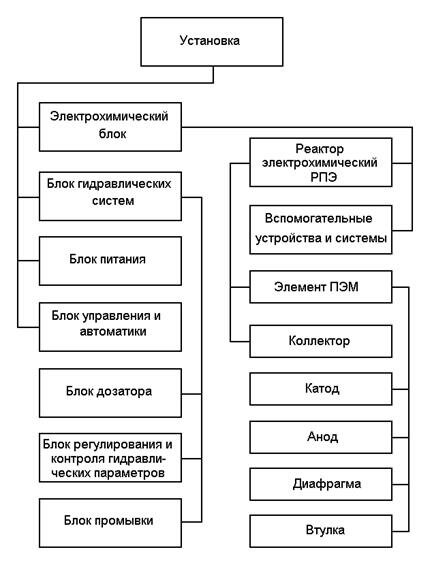
Надежное разделение электродных камер реакторов РПЭ позволяет с целью экономии электроэнергии при обработке разбавленных растворов использовать в электрохимических системах с подобными реакторами растворы вспомогательных электролитов, не смешивающиеся с основным потоком воды (разбавленного раствора) и в случае необходимости поставляющих в эту воду (разбавленный раствор) ионы, необходимые в ходе электрохимических преобразований. Это же свойство реакторов РПЭ позволяет применять их для создания сложных технологий электрохимического преобразования жидкостей, состоящих из нескольких последовательных стадий электрохимической обработки потока раствора или воды в различных электрохимических реакторах, при различном давлении в электродных камерах (как отрицательном, так и положительном), с использованием различных вспомогательных электролитов, со вспомогательными технологическими операциями (флотация, сепарация, катализ), осуществляемыми в специализированных промежуточных устройствах. Эти технологии реализуются при помощи специализированных технических электрохимических систем или установок. На рис. 3.6 показана обобщенная структурная схема установок для получения электрохимически активированных растворов.
С помощью электрохимических систем, оснащенных элементами ПЭМ-3, возможно решение различных задач. Эти системы могут одинаково успешно использоваться для получения электрохимически активированных, т.е. обладающих повышенной химической и каталитической активностью метастабильных растворов из низкоминерализованных исходных растворов или природной воды, для очистки питьевой воды, а также для электрохимического синтеза неорганических и органических веществ на месте их применения.
Рис. 3.6. Структурная схема установки для электрохимического преобразования растворов
С появлением стандартных проточных электрохимических модульных элементов ПЭМ-3 как нового инструмента прикладной электрохимии, схема создания технологий с электрохимическим преобразованием воды и водных растворов принципиально изменилась. На рис 3.7 показана схема создания новых электрохимических технологий с применением элементов ПЭМ-3, роль которых в этих схемах можно можно уподобить роли транзисторов в электронных схемах. Вначале весь технологический процесс моделируется с помощью одного или нескольких отдельных элементов ПЭМ-3. При этом каждый элемент ПЭМ-3 моделирует либо отдельный электрохимический реактор РПЭ, состоящий из многих гидравлически параллельно соединенных элементов ПЭМ-3, либо несколько реакторов РПЭ, соединенных гидравлически параллельно. При необходимости гидравлически последовательного соединения электрохимических реакторов, каждый из них моделируется отдельным элементом ПЭМ-3. Принципиальные гидравлические схемы таких сложных процессов, как получение бензола из лигнина, или получение стерильной апирогенной воды для инъекций, - включают до 20 последовательно соединенных в различных комбинациях элементов ПЭМ-3.
Менее сложные процессы, такие, например, как синтез озона и насыщение им протекающей питьевой воды; синтез азотных удобрений из воздуха и природной воды, использующейся для орошения растений; получение из питьевой воды биоцидного не коррозионно активного раствора, обладающего моющими свойствами и применяющегося для обработки эндоскопов с целью их очистки и стерилизации; синтез газообразного диоксида хлора из раствора хлорида натрия - включают до 12 последовательно соединенных в различных сочетаниях элементов ПЭМ, причем, во всех случаях в эту цепочку входят и дополняют ее вспомогательные системы и устройства, обеспечивающие поддержание оптимальных технологических параметров процесса: перепады давления на диафрагмах элементов ПЭМ, соотношение концентраций, скорости протока растворов, режимов отделения или ввода газов и пр. Наиболее простые процессы, такие, как получение электрохимически активированных анолитов типа А, АН, АНК, католита типа К включают один элемент ПЭМ-3, процессы получения анолита типа АНД или католита КН - два элемента ПЭМ.
Рис.3.7. Схема создания новых технологий с использованием технических электрохимических систем с элементами ПЭМ-3
После установления оптимальных параметров работы модельной системы, осуществляется выбор и проектирование реакторов РПЭ для промышленной технической системы. При этом одной из главных задач является выбор технических и технологических средств синхронизации работы элементов ПЭМ-3 в реакторе РПЭ.
Наконец, производится проектирование самой электрохимической системы в соответствии с выбранной гидравлической схемой и определенным вариантом структурной схемы установки. По результатам применения этой системы в конкретном технологическом процессе осуществляется корректировка ее структурных и технических компонентов и систем, которая через несколько повторений позволяет создать высокоэффективную экономичную систему, пригодную для серийного промышленного производства и продажи потребителям.
В завершение главы на рис. 3.8. и 3.9. показаны изометрические изображения элемента ПЭМ-3 в разрезе и принцип сборки из элементов ПЭМ-3 реакторов типа РПЭ-С на примере реактора РПЭ-4С